


云海旭金属材料有限公司
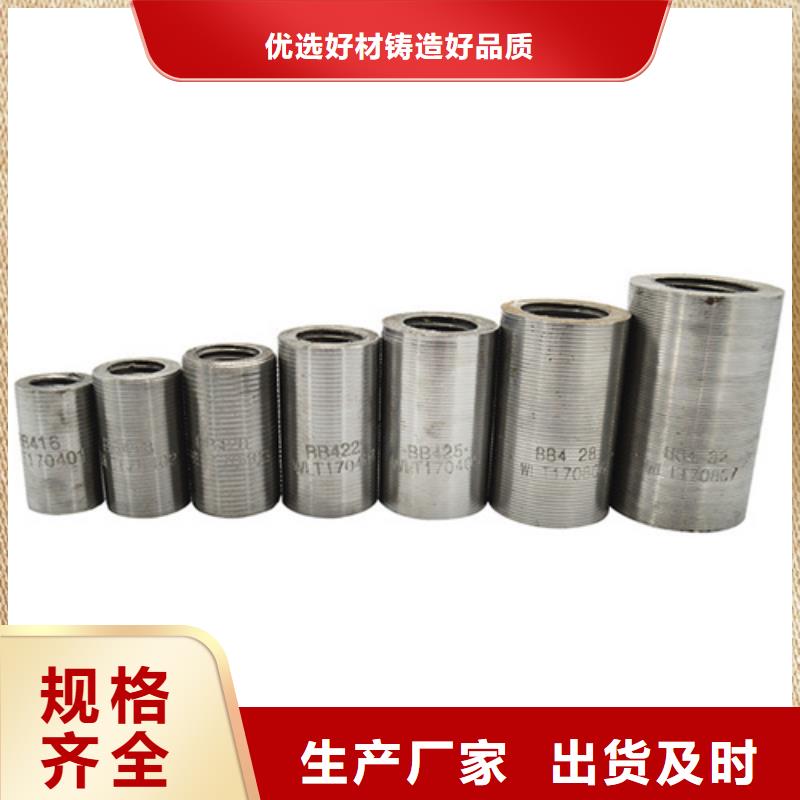
套筒-18新标准(27*41)套筒质量有保障") 钢筋套筒外观检查,连接套筒螺纹牙型应饱满,连接套筒表面不得有裂纹,表面及内螺纹不得有严重的锈蚀及其他肉眼可见的缺陷。尺寸检查重要尺寸(外径、长度)及螺纹牙型、精度应经检验符合厂家产品设计图纸要求。内螺纹用专用的螺纹塞规检验,其塞通规应能顺利旋入,塞止规旋入长度不得超过3P(P为一个螺距长度)。允许偏差:套筒直径D≤50;外径允许偏差±0.5;长度允许偏差±0.5。一般试验项目:抗拉强度。
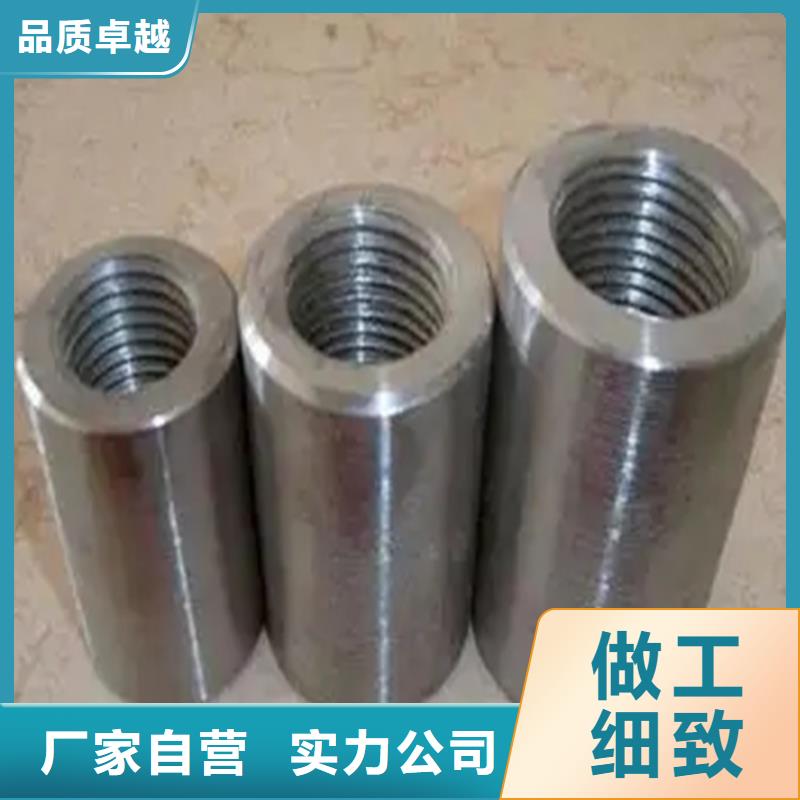
钢筋套筒又名钢筋接头:用以连接钢筋且具有与丝头螺纹相对应内螺纹的连接件。简单的施工流程:将钢筋端部用滚轧工艺加工成直螺纹,并用相应的连接套筒将两根钢筋相互连接。钢筋套筒连接有六种类型:(变径型、扩口型这里不作介绍)1、标准型连接用途可能的自由自转情况。使用铁棍原因相互在锁桥梁片断的端点力量对面。 愿选择标准套筒或变径型连接套筒。2、加长型连接用于钢筋过于长而密集,不便转动的场合。 连接套筒预先全部拧入一根钢筋的加长螺纹上,再反拧入被接钢筋的端螺纹,转动钢筋半至一圈即可锁定连接件,可选用标准型连接套筒。3、加锁母型连接用于钢筋完全不能转动,如弯折钢筋以及桥梁,灌注桩等钢筋笼的相互对接。 将锁母和连接套筒预先拧入加长螺纹,再拧入另一根钢筋端头螺纹,用锁母锁定连接套筒。可选用标准或扩口型连接套筒加锁母4、正反丝扣型连接用于钢筋完全不能转动而要求调节钢筋内力的场合,如施工缝、后浇带等。 连接套筒带正反丝扣,可在一个旋合方向中松开或拧紧二根钢筋,应先用带正反丝扣的连接套筒。
钢筋套筒外观检查,连接套筒螺纹牙型应饱满,连接套筒表面不得有裂纹,表面及内螺纹不得有严重的锈蚀及其他肉眼可见的缺陷。尺寸检查重要尺寸(外径、长度)及螺纹牙型、精度应经检验符合厂家产品设计图纸要求。内螺纹用专用的螺纹塞规检验,其塞通规应能顺利旋入,塞止规旋入长度不得超过3P(P为一个螺距长度)。允许偏差:套筒直径D≤50;外径允许偏差±0.5;长度允许偏差±0.5。一般试验项目:抗拉强度。
钢筋套筒又名钢筋接头:用以连接钢筋且具有与丝头螺纹相对应内螺纹的连接件。简单的施工流程:将钢筋端部用滚轧工艺加工成直螺纹,并用相应的连接套筒将两根钢筋相互连接。钢筋套筒连接有六种类型:(变径型、扩口型这里不作介绍)1、标准型连接用途可能的自由自转情况。使用铁棍原因相互在锁桥梁片断的端点力量对面。 愿选择标准套筒或变径型连接套筒。2、加长型连接用于钢筋过于长而密集,不便转动的场合。 连接套筒预先全部拧入一根钢筋的加长螺纹上,再反拧入被接钢筋的端螺纹,转动钢筋半至一圈即可锁定连接件,可选用标准型连接套筒。3、加锁母型连接用于钢筋完全不能转动,如弯折钢筋以及桥梁,灌注桩等钢筋笼的相互对接。 将锁母和连接套筒预先拧入加长螺纹,再拧入另一根钢筋端头螺纹,用锁母锁定连接套筒。可选用标准或扩口型连接套筒加锁母4、正反丝扣型连接用于钢筋完全不能转动而要求调节钢筋内力的场合,如施工缝、后浇带等。 连接套筒带正反丝扣,可在一个旋合方向中松开或拧紧二根钢筋,应先用带正反丝扣的连接套筒。
套筒-18新标准(27*41)套筒质量有保障") 钢筋套筒在制作时要注意以下九点:1.连接钢筋时,钢筋规格和连接套的规格应一致,并确保钢筋和连接套的丝扣干净完好无损。2.钢筋应先调直再下料。滚丝机切口端面应与钢筋轴线垂直,不得有马蹄形或挠曲。不得用气割下料。3.加工的钢筋锥螺纹丝头的锥度、牙形、螺距等必须与连接套的锥度、牙形、螺距相一致,且经配套的量规检测合格。4.加工钢筋锥螺纹时,应采用水溶液切削润滑液。5.已检验合格的丝头应加以保护。6.连接钢筋时,应对正轴线将钢筋拧入连接套,然后用力矩扳手拧紧。7.采用预埋接头时,连接套的位置、规格和数量应符合设计要求。带连接套的钢筋应固定牢固,连接套的外露端应有密封盖。8.必须用精度±5%的力矩扳手拧紧接头,且要求每半年用扭力仪检定力矩扳手一次。9.操作工人必须持证上岗。
钢筋套筒在制作时要注意以下九点:1.连接钢筋时,钢筋规格和连接套的规格应一致,并确保钢筋和连接套的丝扣干净完好无损。2.钢筋应先调直再下料。滚丝机切口端面应与钢筋轴线垂直,不得有马蹄形或挠曲。不得用气割下料。3.加工的钢筋锥螺纹丝头的锥度、牙形、螺距等必须与连接套的锥度、牙形、螺距相一致,且经配套的量规检测合格。4.加工钢筋锥螺纹时,应采用水溶液切削润滑液。5.已检验合格的丝头应加以保护。6.连接钢筋时,应对正轴线将钢筋拧入连接套,然后用力矩扳手拧紧。7.采用预埋接头时,连接套的位置、规格和数量应符合设计要求。带连接套的钢筋应固定牢固,连接套的外露端应有密封盖。8.必须用精度±5%的力矩扳手拧紧接头,且要求每半年用扭力仪检定力矩扳手一次。9.操作工人必须持证上岗。
套筒-18新标准(27*41)套筒质量有保障")
套筒-18新标准(27*41)套筒质量有保障")
套筒-18新标准(27*41)套筒质量有保障")
